优化炉温以减少电能消耗
By AbhinavAjmera, SreekanthVarmaPenmatsa and Prof. S. ManianRamkumar for KIC
此文章的目的是通过使用KIC2000的Auto-Focus Power,找出最佳的炉温设定以降低回流焊接中的电能消耗。我们通过以下的数据计算出实际的差异:
· 回流炉目前的电能消耗
· 回流炉使用KIC Auto-Focus Power优化后的电能消耗
关于KIC2000 Auto-Focus Power
KIC2000 Auto-Focus Power有以下三种优化功能:
· 最小PWI: 通过改变链速和温度来优化曲线的PWI,PWI可以衡量曲线的好坏并用百分比来表示, 制程的中心为0%,两端为+/-100% (Figure 1).
· 最快链速: 通过改变温度设定来达到最快的链速.
· 最少电能: 找出最适合的温度和链速设定以达到节能的目的,并且保持PWI在规定的范围内..
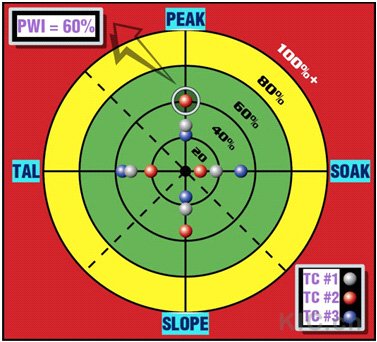
Figure 1. PWI and In-spec Profile
详细:
用三个公司的不同情况做测试:
公司 A: Surmotech CMS是一家从设计、模型、工程、生产的全方位电子公司,专业生产高性能医疗、工业及军用产品的公司。公司位于纽约,通过ISO 9001:2000认证。
公司 B: Marquardt从事电机和电子器件制造,生产手工具及自动化工业产品。
公司 C: SenDEC公司由CEM电子制造集团和SenDEC Products集团组成,CEM电子制造集团从事电子代工服务。
这三家公司的不同测试方案如下表:
| 有铅 | 无铅 | |
| 公司 A | ||
| 公司 B | ||
| 公司 C | 1. (2)* |
在回流炉上安装电能表来测试每种曲线的电能消耗。
测试步骤
在要测试的三个公司里,选择类似的产品生产线,使用客户锡目前设定的曲线,先测试炉温曲线看是否在客户要求的范围之内。
如果曲线不合格则要求客户用他们自己的方法去调整,当调整合格之后,测试在三个小时之后进行.在这段时间内,使用KIC Auto-Focus Power找出合适的参数设定。
在回流炉上使用新的参数设定, 等回流炉温度稳定之后,QC部门使用测试板测试, 随后QC部门核准可以生产。 连续生产三个小时后,电能表记录了2种曲线分别消耗的电量我们用t-Test来计算差异.
数据采集
三个公司的数据采集如下
公司 A
回流炉: Speedline Electrovert Bravo 8105
温区: 8个
产品种类: 1 有铅
| Sn-Pb Product | Zone #1 | Zone #2 | Zone #3 | Zone #4 | Zone #5 | Zone #6 | Zone #7 | Zone #8 | Conveyor Speed | PWI | Temperature set point difference |
| 目前的温度设定 | 120 | 140 | 170 | 170 | 180 | 205 | 230 | 245 | 30 in/min | 54% | 13°C |
| KIC推荐值 | 112 | 130 | 160 | 182 | 182 | 194 | 245 | 242 | 25 in/min | 22% |
回流炉: rehm V8 nitro 32 B
温区: 7个
产品种类: 1 Sn-Pb
| 有铅产品 | Zone #1 | Zone #2 | Zone #3 | Zone #4 | Zone #5 | Zone #6 | Zone #7 | Conveyor Speed | PWI | Temperature set pointdifference |
| 目前的温度设定 | 120 | 140 | 165 | 180 | 240 | 200 | 165 | 27 in/min | 111% | 107°C |
| KIC推进值 (锡膏制程) | 94 | 129 | 154 | 193 | 234 | 166 | 133 | 24 in/min | 93% |
| 有铅产品 | Zone #1 | Zone #2 | Zone #3 | Zone #4 | Zone #5 | Zone #6 | Zone #7 | Conveyor Speed | PWI | Temperature set pointdifference |
| 目前的温度设定 | 120 | 140 | 165 | 180 | 240 | 200 | 165 | 27 in/min | 111% | 21°C |
| KIC推进值(JEDEC Specs) | 120 | 139 | 161 | 170 | 237 | 187 | 175 | 24 in/min | 53% |
回流炉: VitronicsSoltec XPM2
温区: 8个
产品种类: 1 有铅, 2 无铅
| 无铅产品 #1 | Zone #1 | Zone #2 | Zone #3 | Zone #4 | Zone #5 | Zone #6 | Zone #7 | Zone #8 | Conveyor Speed | PWI | Temperature set point difference |
| 目前的设定 | 110 | 120 | 160 | 180 | 200 | 240 | 270 | 275 | 25 | 95% | 8°C |
| KIC推荐值 | 110 | 120 | 160 | 180 | 199 | 234 | 270 | 274 | 23 | 63% |
| 无铅产品 #2 | Zone #1 | Zone #2 | Zone #3 | Zone #4 | Zone #5 | Zone #6 | Zone #7 | Zone #8 | Conveyor Speed | PWI | Temperature set point difference |
| 目前的设定 | 135 | 145 | 155 | 185 | 220 | 245 | 285 | 275 | 23 | 100% | 45°C |
| KIC 推荐值 | 97 | 124 | 151 | 183 | 222 | 247 | 286 | 290 | 22 | 72% |
| 有铅产品 | Zone #1 | Zone #2 | Zone #3 | Zone #4 | Zone #5 | Zone #6 | Zone #7 | Zone #8 | Conveyor Speed | PWI | Temperature set point difference |
| 目前的设定 | 90 | 130 | 180 | 180 | 180 | 220 | 240 | 220 | 28 | 80% | 50°C |
| KIC推荐值 | 71 | 117 | 181 | 170 | 159 | 209 | 249 | 234 | 23 | 69% |
公司 A:有铅产品的数据分析-Figure 2
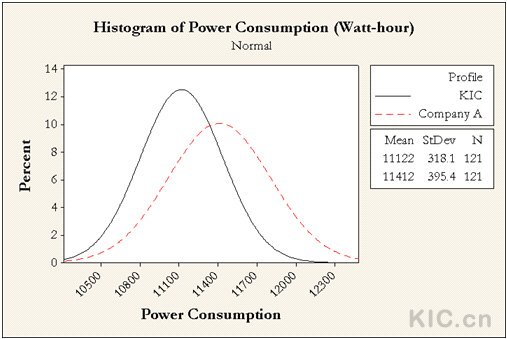
Figure 2. Mean Power Consumption Comparison – Company A
从图2中可以明显看出KIC推荐值比A公司的电能消耗要低很多, 从图中平均值可以看出来 (分别为11122 and 11412 瓦时). A公司曲线的标准偏差 (395.4 Watt-Hour)比KIC 曲线 (318.1 Watt-Hour)大很多, 显示出KIC曲线比A公司的曲线有更紧的电能消耗窗口。
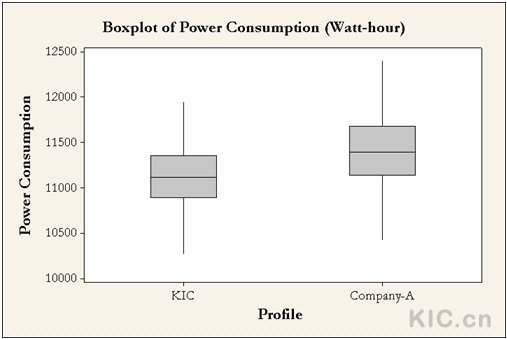
Figure 3. Boxplot for Power Consumption in Company A
从图3可以看出KIC推荐值的电能消耗量的中线比A公司的要低,当然窗口也比A公司的要窄的多。虽然图表显示出电能消耗的差异,看起来KIC推荐曲线的能耗比A公司的要低。我们还是有必要确认观察到的差异在统计学上是否有意义。
那就用这2个Sample做t-Test.
图3中可以看出KIC曲线的电能消耗的中间值低于A公司的现有消耗,并且电能的上下浮动量更加的小。
图中可以看到电能消耗量的差异, KIC曲线已经比A公司曲线减少了电能消耗量,但还是需要知道这个差异是否有意义. 下面来对比一下.
我们取这2个样本来计算以确定是否有明显不同. 这里假设2者之间差异为0(H0: µ1-µ2 = 0),然后相对于另一种假设进行测试, 可以进行左尾检测 (µ1-µ2 < 0) 或右尾检测 (µ1-µ2 > 0). 如果概率少于选择的指标水准 (α=0.05), 那假设就错误了.
.
Two-Sample t-Test and CI: Power Consumption, Profile
| Profile | N | Mean | StDev | SE Mean |
| KIC | 121 | 11122 | 318 | 29 |
| Company A | 121 | 11412 | 395 | 36 |
Estimate for difference: -290.9
95% upper bound for difference: -214.7
t-Test的结果 (假设值 < 0.05) 表明了2者之间的差异是有效的. 而且,KIC推荐的曲线减少了2.55%的用电量 (290.9 Watt-Hour)..
Company B: 在做有铅产品测试时,B公司使用JEDEC来代替锡膏制程. JEDEC的制程范围比较窄, 因此很窄的制程窗口带来的挑战就是在窄的窗口里怎样来减少产品的不合格率. 为了更方便的分析, 我们用KIC Navigator 为JEDEC和锡膏制程找出曲线设置. 以下是数据分析:
KIC的2个曲线 (KIC JEDEC and KIC Paste Specs) 明显要比B公司的曲线要省电, 并且使用KIC锡膏制程的曲线时最好的. 图中的平均值也可以看出来 (12725, 11216 和13042瓦时)。
B公司曲线的标准偏差 (2052瓦时)略小于 KIC JEDEC的曲线, 但是大于KIC锡膏制程(1969瓦时). 这就导致了KIC锡膏制程的曲线紧凑和陡峭.
可以看出B公司电能消耗的中心值(13039.1瓦时) 比KIC JEDEC (12999.1瓦时) 和 KIC Paste Specs (11165.7 瓦时) 要高.
Comparison between Company B (JEDEC Specs) and KIC JEDEC Specs Profiles
t-Test的结果 (p-value > 0.05) 显示出2个曲线的平均耗电量差不多. 但是使用KIC Navigator power曲线减少了2.43% (317 瓦时) 的电能消耗,而用JEDEC制程的曲线则无明显减少.
t-Test的结果 (p-value < 0.05)表明了2者之间的差异是有效的. 而且,KIC推荐的曲线减少了14%的用电量(1826 瓦时)
公司C— Product #1 (无铅): 采用和A、B公司同样的数据分析方法。
t-Test的结果 (p-value < 0.05) 表明了2者之间的差异是有效的.
而且,KIC Navigator Power推荐的曲线减少了2.36%(261瓦时)的用电量.
Company C— Product #2 (无铅): 采用和A公司同样的数据分析方法
t-Test的结果 (p-value < 0.05) 表明了2者之间的差异是有效的.
KIC推荐曲线只减少了45瓦时的用电量.
Company C— Product #3 (有铅): 采用和A公司同样的数据分析方法.
t-Test的结果 (p-value < 0.05) 表明了2者之间的差异是有效的.
而且,KIC Navigator Power推荐的曲线减少了2.3%(213瓦时)的用电量.
不同公司的平均电量消耗对比
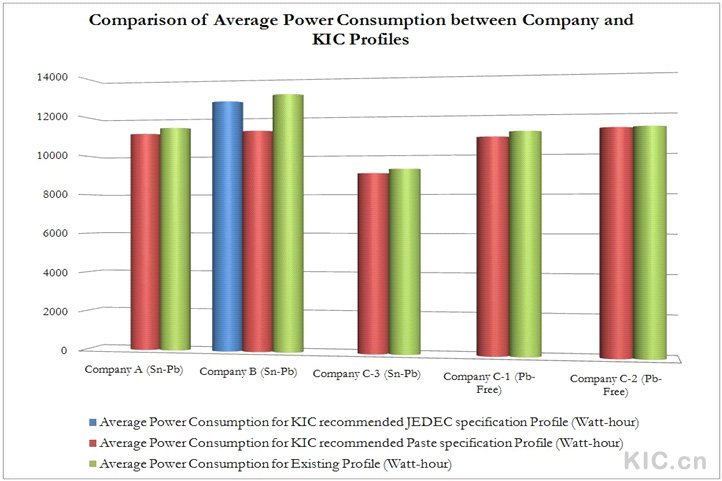
图4. 所有曲线的平均电量消耗对比
在所有的案例中,KIC软件推荐的曲线比这些公司现有的曲线要省电很多。
不同公司的电量消耗的标准偏差比较
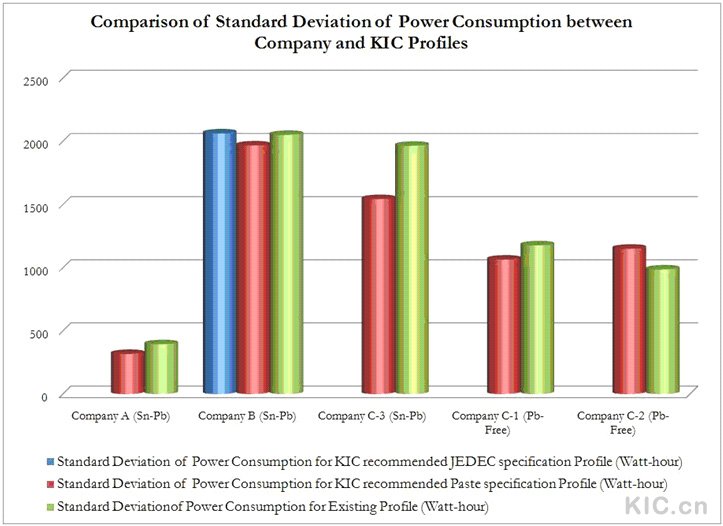
Figure 5. 所有曲线的电量消耗的标准偏差比较
所有KIC曲线的能耗标准偏差要小于这些公司现有的曲线
结论
KIC Auto-Focus Power推荐的炉温设定和目前的炉温比较可以减少电能的消耗(Figure 6 and 7)
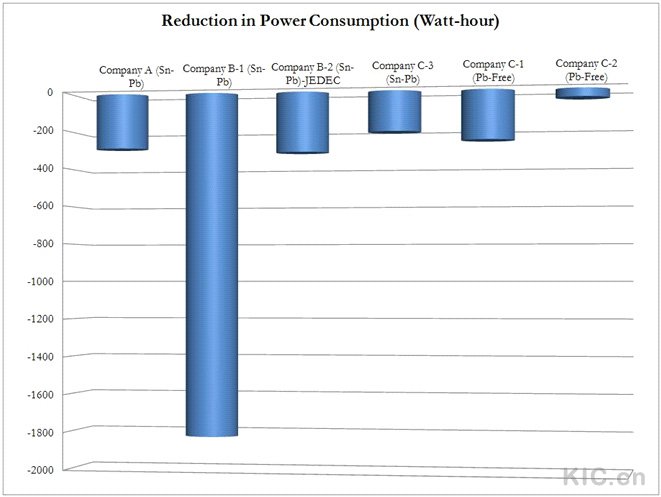
Figure 6.所有曲线的电量减少
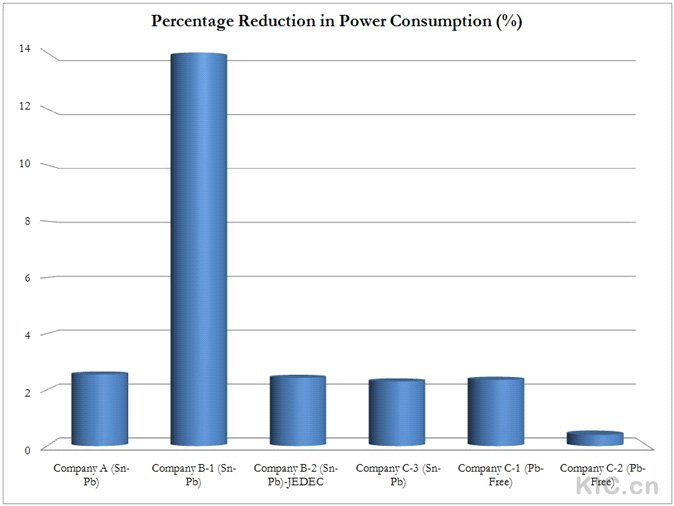
Figure 7. 电量减少的百分比
KIC Auto-Focus Power可以在不影响生产率和质量的前提下,计算出减少电能消耗的设定值。新软件中还包含了最新的锡膏资料库,可供参考。